
Menu:
SEL-651RA New Product Development
Description
The SEL-651RA is a recloser controller used by electric utilities in distribution power transmission to reduce overall power outage time in residential areas. It is designed to accurately monitor the status of the power grid and provide safe, rugged, and reliable switchgear control that allows electric utilities to quickly cut off electricity to downed power lines. Released in 2016, it is quickly becoming one of SEL’s best-selling relay products.

I joined an exceptional group of engineers to develop the hardware for the SEL-651RA from start to finish over the course of two years. It is a product I am very proud to have worked on, and the development project was an outstanding opportunity for me to grow my hardware engineering skillset.
Note: The SEL-651RA’s technical design information is confidential to SEL, so I will only give a high-level overview of the product and what I worked on.
Project Takeaways
This project was an excellent opportunity to contribute to a lasting product that will be used to make electric power safer and more reliable for many years to come. It significantly grew my experience in designing and troubleshooting for EMC as well as project leadership and management. I gained experience in these areas:
- Hardware specification
- Regulatory requirements for industrial products
- Researching and interpreting test standards to create a product test plan
- Switchgear control interface design
- Evaluating circuits for re-usability
- Simulating electrical transient events
- PCB space studies and floor planning
- Defining net clearance requirements to meet circuit isolation ratings
- PCB layout strategies to mitigate EMC issues
- Understanding, troubleshooting, and resolving EMC test failures
- Project leadership (assigning tasks, providing support, overseeing schedule)
- Design for manufacturing and design for test
My Role
I was a hardware designer and Test Lead on the SEL-651RA development project. I participated in taking the product from concept to production by contributing to the full hardware effort, including specification, design, test, and manufacturing.
Hardware Specification
I generated specifications for the hardware based on system level specifications, circuit requirements, and application requirements for the product. For example, I specified the maximum current draw allowed by the recloser status inputs based on the requirements of the third-party switchgear being connected to the interface.
As Test Lead, I was responsible for creating the Test Plan that would allow SEL to claim compliance to IEEE and IEC regulatory tests and standards for this product. I wrote the Product Standards and Type Tests sections of the customer-facing specifications in the product datasheet, which define every standard test and severity level the SEL-651RA is tested to.
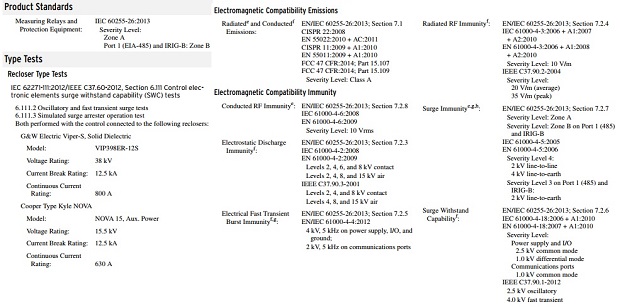
Snippet of the SEL-651RA EMC Test Specifications. Click the image for a link to the full datasheet (the test specifications start on Page 25)
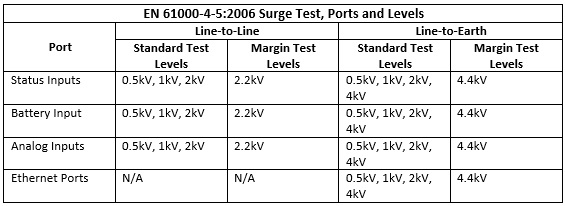
I used this top-level list of electromagnetic compatibility (EMC) tests to generate a list of tests and transient voltage severity levels that would be applied to every external port on the SEL-651RA. These specifications were used by other engineers on the team to decide how much transient protection to place in their circuits. A mock example of a portion of these test specifications is shown in the table below.
Hardware Design
I collaborated with a team of four hardware engineers to develop the new hardware for the SEL-651RA. I designed robust status input circuits and a capacitor discharge circuit for use in the SEL-651RA’s interface to the recloser switchgear. I simulated the new designs in LTspice to verify their functionality and ensure they could survive transient events. I also evaluated circuits from other SEL products for re-usability, and implemented them to meet the specific application requirements of the SEL-651RA.
I created circuit schematics using Mentor Graphics schematic entry tools. I performed a PCB space study that showed there was enough space to combine the circuits from two separate boards onto a single board. I participated in live hardware design reviews, either presenting my own designs to the team, or reviewing the designs of other team members.
PCB Layout
I supported SEL’s in-house PCB group as they performed the layout for the new circuit boards. I provided them a PCB floor plan, showing the general size and location of the major circuits on the board. I researched safety standards (IEC 60255-27 and IEEE C37.90) to determine the appropriate net clearances required on the circuit boards, and communicated them to the PCB group using a net clearance matrix. As the PCB group worked on the board layout, I gave general instructions about preferred grounding methods, routing of sensitive nets, and decoupling capacitor placement.
Test
As Test Lead, I owned the functional test and regulatory test efforts for the SEL-651RA. I wrote and performed functional tests to verify my circuits operated as intended, as well as product-level tests to verify compatibility with third-party recloser switchgear.
For regulatory testing, I oversaw creation of a test controlling document that dictated test wiring setups and pass/fail criteria for every EMC test. I created a Gantt chart scheduling the test effort across six parallel paths. I led a team of eight technicians to execute all regulatory tests. I kept track of overall test progress and provided weekly updates to project leaders and management.

SEL-651RA prototype undergoing Radiated Emissions testing at SEL's in-house RF chamber
During EMC testing on the initial SEL-651RA prototype, the team encountered many failures where the product lost functionality when subjected to electrical transients or radiated noise. I created a test log listing all the EMC failures, and assigned hardware engineers to troubleshoot and find solutions for individual failures.
Troubleshooting and fixing EMC test failures on the SEL-651RA was one of the most challenging and fun experiences I have had as a hardware engineer. Through hours and hours of troubleshooting, I gained strong knowledge of switching noise, ground loops, parasitic elements, transient effects, and the many other nuances that can cause hardware designs to fail. I learned effective PCB stack-ups, decoupling methods, ground plane strategies, and signal routing techniques to improve circuit robustness against EMC issues. These are two of my favorite successes from EMC testing on the SEL-651RA:
- We experienced a radiated emissions failure where the radiated 200MHz noise was above the 40dB allowable limit. I determined root cause to be harmonics of 25MHz Ethernet interface switching noise conducting out a communications cable shield. To solve the issue, I improved the grounding connection of a high-frequency shunt to chassis, which reduced emissions by 10dB and allowed the product to pass.
- ESD impulses on the product occasionally caused firmware to issue several failure codes and then completely halt. I partnered with a firmware engineer to find the exact sections of firmware that were being executed to cause the failure codes. I traced root cause back to the system clock becoming intermittent during the ESD event, causing an FPGA to halt and throwing firmware into lockdown. I improved the routing of the system clock trace and implemented a stronger clock driver IC, which greatly increased the product’s immunity to ESD.
Manufacturing Support
During the design phase of the project, every circuit was created with design for test (DFT) and design for manufacturability (DFM) in mind.
For DFT, I assisted with communicating test requirements to SEL’s in-house manufacturing. I worked with them to determine good placement of test points and external connectors to optimize usage of test fixtures and reduce test time. I also specified test requirements, such as the voltage levels to be applied to each port for dielectric tests. For DFM, I followed an array of guidelines that lowered manufacturing cost and reduced potential for process defects.
I assisted with troubleshooting and helped find paths to solutions when the circuit boards or the SEL-651RA product itself ran in to production issues in manufacturing. I also wrote part of the Hardware Design Description, a document that briefly describes the hardware circuits and their operation. It is used by manufacturing technicians to help them quickly identify and fix manufacturing defects.